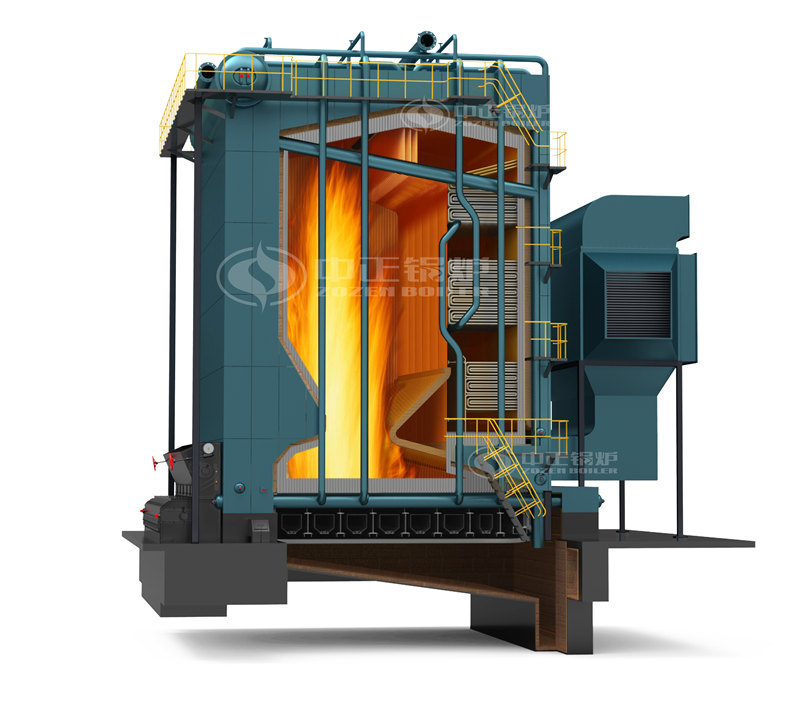
中正SZS系列燃油/燃气蒸汽锅炉为D型布置结构,右侧为炉膛,左侧为对流管束;通过下锅筒中间和两端的活动支座固定在本体底盘上,并保证锅炉整体向两端膨胀。炉膛四周为膜式水冷壁,炉膛左侧的膜式水冷壁将炉膛与对流管束完全密封隔开,对流管束区后部为拉稀的错列结构,前部为顺列结构,炉膛燃烧产生的烟气从炉膛尾部的出烟口进入燃烬室、对流管束区,然后从锅炉左侧前部转向进入螺旋翅片管节能器和冷凝器,最后进入烟道排入大气。
制吊装汽包用的临时支架支架固定在钢架。安装后质量标准1钢架各立柱的位置偏移不得超过5mm。2钢架柱间距偏差每米不得超过1mm全长内不得超过10mm。3各立柱、横梁的标高偏差不得超过±5mm。4钢柱的不铅垂度为长度的2/10005对角线允许编差长度的5/1000最大不大于15。平台、扶梯安装根据钢构件的安装情况应尽量早安装平台、扶梯以利于构件稳定和施工安全。安装栏杆立柱时应垂直间距均匀拐弯附近应安装一根立柱同侧各层平台的栏杆、立柱应尽量在同一垂直线上。按图先下后上的安装。在平台、架、扶梯等构件上不应任意割孔必要时在割切后应加固。平台、扶梯、托架、栏杆、立柱和围板等安装应平直牢固接头处应光滑。在安装中不能随意割或拉长梯子斜度和上下踏步与联接平台的间距。平台、梯子、撑架安装尺寸允许偏差.1长度每米长度为0mm/-2mm最大不超过+10mm-10mm2宽度整个宽度偏差为±5mm。挠度和弯度长度小于6m时为5mm长度小于10m时为6mm。拉网板、花纹板的长度偏差±10mm宽度±5mm。扶梯的旁弯度为5mm。
对焊接的技术要求铝母线气焊采用301#或302#纯铝焊铝焊粉。铜母线气焊可采用201#或202#紫铜焊条铜焊粉或硼砂。为节约材料亦可用废电线芯或废电缆芯线代替焊条但表面应光洁无腐蚀并须擦净油污方可施焊焊口处根据母线规格留出1—5毫米间隙然后由工施焊。焊缝应对口平直不得错口。必须对面焊接焊缝应凸起呈弧形除允许剔掉个别多余的焊瘤外焊缝不得锉平。焊缝不得有裂纹、夹渣、未焊透及咬肉等缺陷。焊完在未冷却前用足量的水洗净焊药。母线的螺栓连接。铜、铝线钻孔尺寸及螺栓规格应相符。母线采用螺栓连接时垫圈应选用专用厚垫圈并必须配齐弹簧垫。螺栓、垫圈及弹簧垫必须用镀锌件。螺栓长度应考虑在螺栓紧固后能露出螺母外5—8mm,芜湖4吨节能燃煤锅炉品牌。

空气预热器锅炉采用管式水平布置空气预热器。空气预热器为两级三流程布置空气分别由一次风机和二次风机从上下两个入口空气预热器上面入口为二次风空气预热器下面入口为一次风空气预热器两级空气预热器除末级外均用Ф51×2的焊接钢管制成。烟气在管内自上而下流动空气在管外横向冲刷二次风经过三个行程后进入二次风管一次风经三个行程进入一次风管。一、二次风预热温度分别达到150℃。空预器设置安装露点测量装置的预留位置。空预器每级漏风系数保证第一年运行不超过0.03长期运行不超过0.05。空预器下部烟风接口距地面有足够的净空供烟风道及除灰设备的布置。
骤减负荷是锅炉以外的的故障带来的锅炉事故。参考文献[1]李笑.北京科林燃烧工程有限责任公司组织编纂.工业锅炉设计计算方法.2000[2]冯俊凯,沈幼庭等.锅炉原理及计算第三版.科学出版社.2003[3]赵明泉.锅炉结构与设计.哈尔滨工业大学出版社.199[4]卓宁,孙家庆.工程对流换热.机械工业出版社.1986[5]肖平.循环流化床锅炉基本原理.中国电力出版社.1998[6]林宗虎,魏敦崧.循环流化床锅炉.机械工业出版社.1996[7]刑亮董民中.循环流化床燃煤锅炉燃烧技术经济分析.机械工业出版社[8]张缠保,石勇,武瀚.循环流化床锅炉发展概况及前景.中国电力出版社.1997[9]华正雄.华正雄循环流化床燃煤锅炉简介.哈尔滨工业大学出版社.1991[10]朱皑强,芮新红.循环流化床燃烧技术.中国电力出版社.1999[11]朱信义.德州电厂改造[J].电力技术.2009325[12]戴振会孙奉仲王宏国.火电厂运行分析与评价电站系统工程.电子技术出版社,芜湖4吨节能燃煤锅炉品牌。
精益求精,技术决定质量;臻于至善,品质赢得信任。中正锅炉成为了众多供热企业争相合作的对象;同时在食品、医药、化工、造纸、橡胶、烟草等多个行业也取得了丰硕的成果。未来中正锅炉仍将紧跟时代步伐,坚持技术研发,总结实际经验,让每一台中正制造都成为中正锅炉的名片,芜湖4吨节能燃煤锅炉品牌。
